601合金
合金601/601H
NS3103/0Cr23Ni60Fe14Al
Nicrofer® 6023/6023 H
W.-Nr. 2.4851
UNS N06601
材料特性
具有以下特性:
- 高温时具有出色的抗氧化性
- 很好的抗碳化性
- 能很好的抗氧化性含硫气氛
- 在室温和高温时都具有很好的机械性能
- 很好的耐应力腐蚀开裂性能
- 由于控制了碳含量和晶粒尺寸,601H具有较高的蠕变断裂强度,因此
- 在500℃以上的领域推荐使用601H
表1 牌号及标准
材料
牌号 |
标准
系列 |
标准 |
化学
成分 |
管材 |
板材 |
棒材 |
带材 |
焊丝 |
锻件 |
| 无缝管 |
焊接管 |
美标
N06601 |
ASME (SB) |
|
167
163
829 |
516
517
|
168
|
166
|
168
|
AWS A5.14 |
564 |
| AMS |
|
1500 |
|
5540 |
5665 |
5540 |
|
|
国标
NS 3103
NW6601 |
GB/T |
15007 |
2882 |
/ |
2054
15009
15010 |
4435 |
2072 |
|
26030 |
| NB/T |
|
47019
47047 |
/ |
47046 |
|
|
|
|
表2 化学成分
| 元素 |
C |
Si |
Mn |
P |
S |
Ni |
Mo |
| 国标NS3103 |
≤0.1 |
≤0.5 |
≤1.0 |
≤0.030 |
≤0.015 |
余量 |
— |
| 美标N06601 |
≤0.1 |
≤0.5 |
≤1.0 |
— |
≤0.015 |
58~63 |
— |
| 元素 |
Cr |
Fe |
Al |
Ti |
Mg |
Cu |
W |
| 国标NS3103 |
21.0~25.0 |
10.0~15.0 |
1.00~1.70 |
— |
— |
≤1.00 |
— |
| 美标N06601 |
21.0~25.0 |
余量 |
1.00~1.70 |
— |
— |
≤1.0 |
— |
表3 物理性能
| 密度 |
8.11 g/cm³ |
| 熔点 |
1360~1411℃ |
表4 室温和高温典型物理性能
温度
(℃) |
比热
(J/Kg·℃) |
热传导率
(W/mk) |
电阻率
(μΩcm) |
弹性模量
(kN/mm2) |
常温至绝对温度下的膨胀系数(10-6/K) |
| 0 |
|
|
|
|
|
| 20 |
450 |
11.3 |
119 |
207 |
|
| 93 |
|
|
|
|
|
| 100 |
470 |
12.7 |
120 |
201 |
13.8 |
| 200 |
500 |
14.4 |
122 |
196 |
14.4 |
| 204 |
|
|
|
|
|
| 300 |
525 |
16.0 |
124 |
191 |
14.6 |
| 316 |
|
|
|
|
|
| 400 |
550 |
17.6 |
125 |
186 |
14.8 |
| 427 |
|
|
|
|
|
| 500 |
580 |
19.2 |
125 |
180 |
15.3 |
| 538 |
|
|
|
|
|
| 600 |
600 |
20.6 |
126 |
171 |
15.7 |
| 649 |
|
|
|
|
|
| 700 |
630 |
22.2 |
126 |
161 |
16.3 |
| 760 |
|
|
|
|
|
| 800 |
660 |
24.5 |
127 |
150 |
16.7 |
| 871 |
|
|
|
|
|
温度
(℃) |
比热
(J/Kg·℃) |
热传导率
(W/mk) |
电阻率
(μΩcm) |
弹性模量
(kN/mm2) |
常温至绝对温度下的膨胀系数(10-6/K) |
| 982 |
|
|
|
|
|
| 1000 |
710 |
27.7 |
129 |
124 |
17.7 |
| 1093 |
|
|
|
|
|
| 1100 |
740 |
29.3 |
130 |
110 |
18.3 |
机械性能
以下是相应规格退火态的601合金和固溶处理态的601H合金的性能,其他特殊规格材料的特殊性能取决于特定的应用场合。
固溶处理态板材的弯曲度(无开裂),弯角1800,
心轴直径约为:
1X 板厚度 不超过1.25mm
2X 板厚度 >1.25 至6.35mm
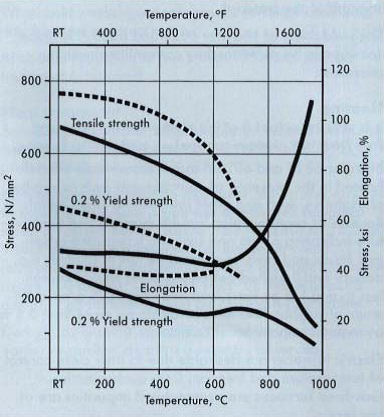 图1 退火态和固溶处理态的典型瞬时性能
合金601(
图1 退火态和固溶处理态的典型瞬时性能
合金601(- - -);合金601H( )
表5 常温下合金机械性能的最小值
| 合金和状态 |
抗拉强度
MPa |
0.2%屈服强度
MPa |
延伸率A5
% |
洛氏硬度
B |
| 合金600退火 |
≥650 |
≥300 |
≥30 |
— |
| 合金600H 固溶 |
≥600 |
≥240 |
≥35 |
≤220HB |
表6 了固溶处理的板材在高温的机械性能
| 温度 |
蠕变强度,Rm |
蠕变应力,Rp1.0 |
| ℃ |
104H N/mm² |
105H N/mm² |
104H N/mm² |
105H N/mm² |
| 600 |
151 |
116 |
205 |
156 |
| 700 |
69 |
39 |
101 |
55 |
| 800 |
22 |
11.8 |
31 |
16.7 |
| 900 |
6.9 |
2.2 |
10.1 |
3.7 |
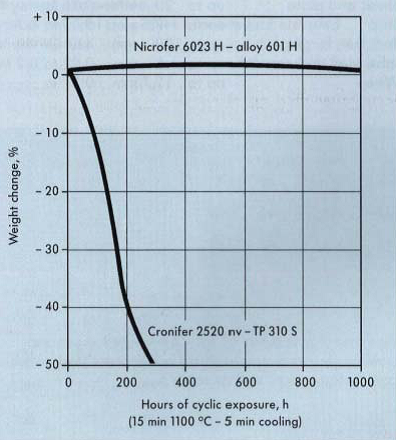 图2 合金601H 和Cronifer 2520nv 的抗剥落性比较
表7 常温下,600合金的各种退火状态和尺寸范围的机械性能的最小值
图2 合金601H 和Cronifer 2520nv 的抗剥落性比较
表7 常温下,600合金的各种退火状态和尺寸范围的机械性能的最小值
| 类型和尺寸 |
抗拉强度
(MPa) |
屈服强度0.2%,(MPa) |
延伸率(50mm)
(%) |
硬度 |
| 布氏 |
洛氏B |
| 棒材 |
冷加工退火及
热加工退火 |
≥550 |
≥205 |
≥30 |
… |
|
| 热轧板 |
| 退火的 |
≥550 |
≥205 |
≥30 |
… |
|
| 冷轧板 |
| 退火的(≥0.25mm) |
≥550 |
≥205 |
≥30 |
… |
|
| 带材 |
| 退火的 |
≥550 |
≥205 |
≥30 |
… |
… |
| 管材 |
| 冷加工退火及热加工退火(所有规格) |
≥550 |
≥205 |
≥30 |
… |
… |
| 换热管 |
| 退火 |
≥552 |
≥207 |
≥30 |
… |
… |
金相结构
合金601 为面心立方固溶合金并有高度冶金稳定性。合金微观结构中通常存在的相包括碳化铬和氮化钛。在显微照片中大的可见块状结构为氮化钛颗粒。分散的小颗粒为碳化铬颗粒。
耐腐蚀性
合金601 中足够的镍和铬含量加上铝的存在使得合金具有超常的抗高温腐蚀机制。特别是在温度直到1200°C的范围里合金出色的抗氧化性。由于铬和铝的优势,601 合金提供了独特的抗热循环条件下的氧化物开裂能力。
氧化
合金601 合金在高温状态有出色的抗氧化能力。合金形成的防护性氧化膜即使在非常苛刻的温度循环条件也可以抵抗剥落。合金601 的超级氧化抗力是与合金中镍、铬和铝的含量联系起来的。在高温暴露情况下,这些元素在材料表面形成了极其具有保护性且致密的氧化膜。此外,内部出现了轻微的氧化从而在表面氧化物中提供了较高的铬含量。
加工和热处理
合金601 在一般的工业过程中都易于加工。不过,由于具有高强度,冷、热加工时需要大功率的机器。
预热
工件在加热之前和加热过程中都必须进行表面清理,保持表面清洁。若加热环
境含有硫、磷、铅或其他低熔点金属,合金601将变脆。杂质来源于做标记的油漆、粉笔、润滑油、水、燃料等。燃料的硫含量要低,如液化气和天然气的杂质含量要低于0.1%,城市煤气的硫含量要低于0.25g/m3,石油气的硫含量低于0.5%是理想的。加热的电炉最好要具有较精确的控温能力和较纯净的炉气成分,若燃气的杂质含量较低时也可考虑使用燃气加热炉。炉气必须为中性或弱碱性,应避免炉气成分在氧化性和还原性中波动。燃烧火焰不能直接烧向工件。
热加工
合金600合适的热加工温度为1200-900℃,冷却方式可以是水淬或其他快速冷却方式,热加工后应及时退火以保证得到最佳的性能。热加工时材料应加热到加工温度的上限。炉子到温后,材料的保温时间为每100mm 厚度60 分钟。保温到规定的时间后立即出炉,在规定的温度范围内加工。如果金属的温度降到最低加工温度以下,应再次加热。
冷加工
冷加工应在固溶处理后进行,合金601的加工硬化率大于奥氏体不锈钢,因此加工设备应作相应调整,并且在冷加工过程中应有中间退火过程。当冷变形量大于10%时需要最终固溶处理。
热处理
合金601的热处理温度范围是920-980℃,最合适为950℃。为得到高温持久的性能,Nicrofer 6023H 的高温固溶处理温度范围是1100-1180℃。采用水淬能得到最大的抗蠕变性和500-800℃之间最少的碳析出。3mm 以下厚度的材料也可以采用快速空冷。
在任何热处理过程中,都要注意前面提到的关于保持清洁的事项。
打磨
高温合金在工作中会形成一层氧化物保护膜。因此是否需要打磨要仔细核对。在合金601工件焊缝附近的氧化物要比不锈钢的更难以去除,需要用细砂带或砂轮打磨,在硝酸和氢氟酸的混合酸中酸洗之前,也要用砂纸去除氧化物或进行盐浴预处理。
机加工
合金601的机加工需在固溶处理后进行,要考虑到材料的加工硬化性,与奥氏体不锈钢不同的是,合金601适合采用低表面切削速度和重进刀量。
焊接
在焊接前,材料必须是退火或固溶处理态,表面要洁净、无油污、无粉笔记号等,焊缝周围25mm 范围内要打磨露出光亮的金属。层间温度不超过120℃, 不需要焊前或焊后热处理。
联系人:辛丽莺
手机:13633353902
电话:0335-7521569
传真:0335-7521555
邮件:hcny0003@126.com
网址:http://www.qhdhcny.com 地址:河北省秦皇岛市山海关区沈山路18号




 当前位置:
当前位置: