-
690合金
2019-07-29 11:49:49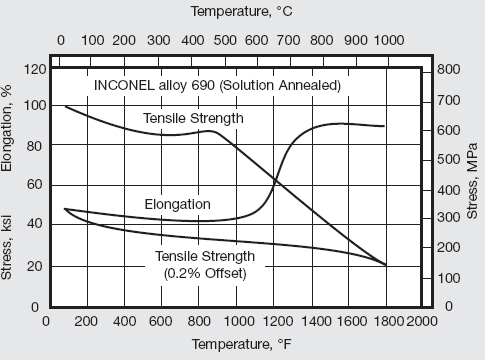 合金690
合金690
GH690/NS3105/00Cr30Ni60Fe10
Nicrofer® 6030
W.-Nr. 2.4642
UNS N06690材料特性
- 具有很好抗氟化物、热硝酸腐蚀的性能;
- 具有很好的抗腐蚀开裂性能;
- 具有很好抗氯化物应力腐蚀开裂性能;
- 在多种腐蚀性水介质中表现良好;
- 在高温下具有很好的抗氧化和抗硫化性能;
材料
牌号标准
系列标准 化学
成分管材 板材 棒材 带材 焊丝 锻件 无缝管 焊接管 美标
N06690ASME (SB) / 167、163
829/ 168
166
168
AWS A5.14 564 国标
NS 3105
NW6690GB/T 15007 2882 / 2054
15009
150104435 2072 / 26030 NB/T / 47019
47047/ 47046 / / / 47028
表2 化学成分元素 C Si Mn P S Ni N06690 ≤0.05 ≤0.5 ≤0.5 — ≤0.020 ≥58 NS3105 ≤0.05 ≤0.5 ≤0.5 ≤0.030 ≤0.020 余量 元素 Cr Fe Cu Al Ti Mg N06690 27.0~31.0 7.0~11.0 ≤0.5 — — — NS3105 27.0~31.0 7.0~11.0 ≤0.5 — — —
表3 物理性能密度 8.19 g/cm³ 熔点 1343~1377℃
表4 室温和高温典型物理性能温度
(℃)比热
(J/Kg·℃)热传导率
(W/mk)电阻率
(μΩcm)弹性模量
(kN/mm2)常温至绝对温度下的膨胀系数(10-6/K) 0 20 450 12.0 115 215 93 100 470 14.0 116 208 14.1 200 500 16.0 118 201 14.3 204 300 525 18.0 120 195 14.5 316 400 550 19.5 121.5 189 14.8 427 500 580 21.4 122.5 182 15.2 538 600 605 23.3 123.5 175 15.7 649 700 630 25.0 124 167 16.2 760 800 655 26.6 125 160 16.6 871 900 685 28.2 126 152 17.0 982 1000 715 29.7 127 143 17.3 1093 1100 740 30.3 128.5 17.6 机械性能
表6 690合金的瞬时高温性能数据温度(℃) 抗拉强度
(MPa)屈服强度0.2%,(MPa) 延伸率(50mm)
(%)93 100 580 260 45 200 550 220 45 204 300 520 200 45 316 400 500 180 45 427 500 490 170 45 538 600 470 160 45
图1 690合金退火状态下的高温瞬时拉伸性能
表7 常温下,600合金的各种退火状态和尺寸范围的机械性能类型和尺寸 抗拉强度
(MPa)屈服强度0.2%,(MPa) 延伸率(50mm)
(%)硬度 布氏 洛氏B 棒材 冷加工 <12.7 ≥825 ≥620 ≥7 ≥12.7~25.4 ≥760 ≥585 ≥10① >25.4~63.5 ≥725 ≥550 ≥12 热加工 >6.4~12.7 ≥655 ≥310 ≥20 >12.7~76.2 ≥620 ≥275 ≥25 >76.2 ≥585 ≥240 ≥30 … 退火态的所有尺寸 ≥550 ≥240 ≥30 … 热轧板 退火的 ≥586 ≥240 ≥30 … 轧制态的(去应力) ≥586 ≥240 ≥30 … 退火的(退火温度>1010℃) ≥514 ≥206 ≥30 冷轧板 退火的(≥0.25mm) ≥586 ≥240 ≥30 … 硬化的 ≥860 ≥620 ≥2 … 带材 退火的 ≥550 ≥240 ≥30 … … 硬化的 ≥860 ≥620 ≥2 … … 旋压的 … … … … ≥C30 管材 热加工退火 ≤127mm ≥586 ≥205 ≥35 … … >127mm ≥515 ≥170 ≥35 … … 冷加工退火 ≤127mm ≥586 ≥240 ≥30 … … >127mm ≥586 ≥205 ≥35 … … 换热管 退火 ≥586 ≥241 ≥30 … … 金相结构
合金690为面心立方晶格结构。耐腐蚀性
690合金的耐全面腐蚀的性能见表8,。在300~350℃高温高压水中的耐蚀性良好,腐蚀率≤10mg/(dm2·月)。690合金在316℃动水中的耐蚀性见图2。从图中可知,690合金铬含量高,所以其耐蚀性优于600合金和800合金
表8 690合金的全面腐蚀性能
.jpg)
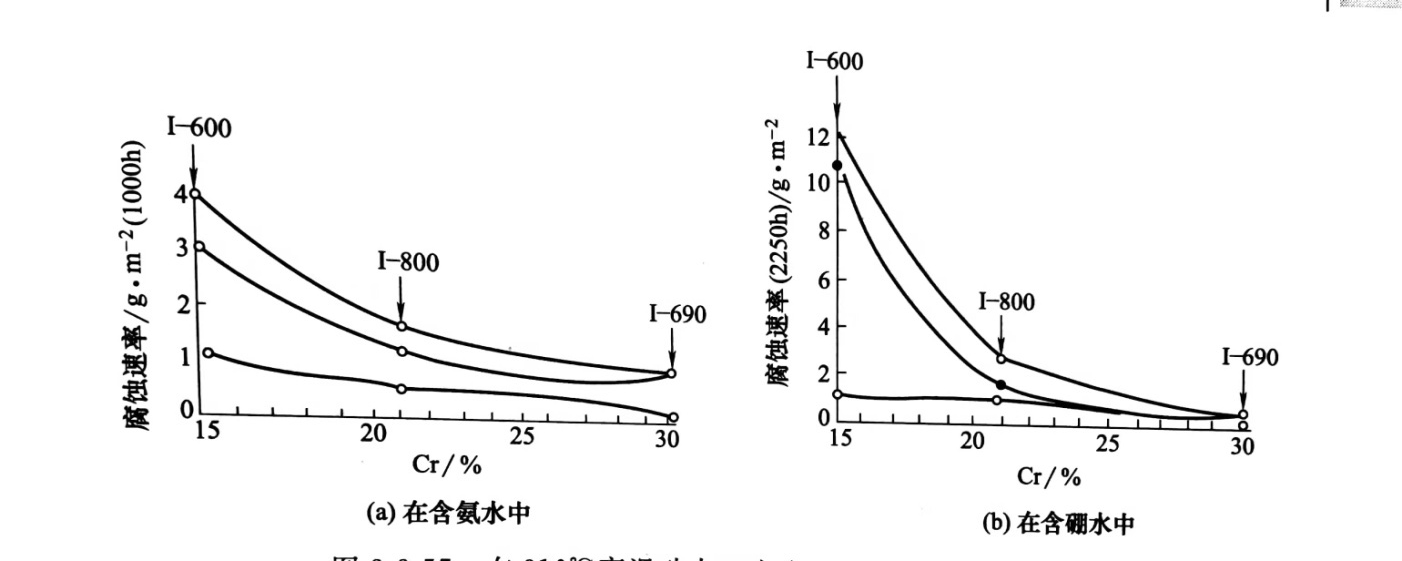
图2 在316℃高温动水(流速5.5m/s)中的耐蚀性应用范围
应用领域有:- 放射性废弃物处理;
- 压水对蒸汽发生器;
- 重燃油炉内部件;
- 玻璃和硅酸盐生产;
加工和热处理
690合金易进行冷、热加工、机加工和焊接。
加热:
1. 在热处理之前及热处理过程中应始终保持工件清洁;
2. 在热处理过程中不能接触硫、磷、铅及其它低熔点金属,否则会损害材料的性能,应注意清除诸如标记漆、温度指示漆、彩色蜡笔、润滑油、燃料等污物。
3. 电炉以闭环温度控制和无杂质气氛为佳,也可以采用杂质含量很低的燃气炉。
4. 炉气以中性至微氧化性为宜,应避免炉气在氧化性和还原性之间波动,加热火焰不能直接烧向工件。
热加工:
1. 600合金的热加工温度范围1040℃~1230℃,冷却方式为水淬或快速空冷。
2. 为得到最佳耐蚀性能和最适宜的晶体结构,热加工后要进行热处理。材料可以直接送入已升温的炉中。
冷加工:
1. 冷加工材料应为退火或固溶热处理态,690合金的加工硬化率与奥氏体不锈钢接近,因此可以选择类似的加工设备。
2. 在冷加工量过程中应进行中间退火。
3. 在冷加工量大于5%时,则需要对工件进行固溶处理。
4. 为减少材料的磨损,模具应选择合金刀具钢、硬质合金或铸钢。
热处理:
1. 退火温度范围是1000℃~1100℃,水冷或快速空冷。
4. 合金管在完成U型管后,对于小R的U型管需进行消除应力处理;
去氧化皮及酸洗:
1.690合金的表面氧化物和焊缝周围的焊渣的附着性比不锈钢更强,推荐使用细晶砂带或细晶砂轮进行打磨。
2. 在用HNO3/HF 混合酸进行酸洗前必须小心打磨或盐浴预处理将氧化膜打碎。机加工
690合金须在热处理之后进行机加工,由于材料的加工硬化,因此宜采用比加工低合金标准奥氏体不锈钢低的切削速度和重进刀进行加工,才能车入已冷作硬化的表层下面。
焊接690合金适合采用任何传统焊接工艺与同种材料或其他金属焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊。须采用低热量输入值。690合金的焊接必须在热处理态进行,并使用不锈钢丝刷清理干净污渍、粉尘和各种记号,母材的焊接边缘大约25mm 宽的区域必须打磨至光亮金属表面。层间温度不超过150℃。不需要焊前或焊后热处理。

 回顶部
回顶部

秦皇岛核诚镍业有限公司 版权所有
技术支持:友点软件